

La gestione turni in siderurgia, porti e logistica è tra le sfide operative più complesse che un’azienda industriale possa affrontare. Tre operatori su quattro assenti per idoneità scaduta. Un altoforno che non può fermarsi. Un turno di notte con cinque postazioni scoperte perché nessuno ha la certificazione per il carroponte. Situazioni come questa non sono eccezioni nei contesti industriali pesanti: sono la quotidianità.
Pianificare i turni in questi settori significa incrociare simultaneamente disponibilità, idoneità medica, matrice delle competenze, vincoli normativi e continuità operativa su impianti che non si possono spegnere. I software HR generalisti faticano a comprendere questa complessità, e i fogli Excel non possono risolverla.
Questa guida è scritta per i Responsabili della Pianificazione, gli HR Manager e i Direttori Operations di aziende siderurgiche, terminal portuali e operatori logistici che vogliono affrontare questa sfida con gli strumenti giusti.
Perché la Gestione Turni in Siderurgia, Porti e Logistica È Diversa da Qualsiasi Altro Contesto

Quando si parla di gestione dei turni in un ristorante o in un call center, le variabili in gioco sono relativamente lineari: disponibilità, contratto, copertura oraria. Quando si parla di un’acciaieria, di un terminal portuale o di un hub logistico industriale, le variabili esplodono.
Le Tre Dimensioni che Rendono Impossibile la Pianificazione Manuale
1. Idoneità medica come variabile dinamica In siderurgia e nei porti, l’idoneità fisica del lavoratore non è un dato statico. Le visite mediche periodiche — obbligatorie ai sensi del D.Lgs. 81/2008 — determinano se un operatore è idoneo, idoneo con limitazioni o non idoneo a svolgere mansioni specifiche. Un lavoratore idoneo alla mansione di operatore di altoforno potrebbe essere non idoneo alla guida di carroponte, e questa distinzione deve riflettersi immediatamente nel piano turni. In un reparto con 200 operatori, le scadenze di idoneità sono decine al mese: ignorarle significa rischio legale e infortuni.
2. La matrice delle competenze come mappa di assegnazione Non basta sapere che un operatore è disponibile. Bisogna sapere cosa sa fare, a quale livello, e se quella competenza è ancora valida. In un terminal portuale, ad esempio, un operatore può essere abilitato alla guida di reach stacker ma non di gru portuale, certificato per lavori in quota ma con l’abilitazione scaduta, formato su procedura ISPS (sicurezza portuale) ma non aggiornato. La matrice delle competenze non è uno strumento HR accessorio: è il nucleo della pianificazione operativa in questi contesti.
3. Il vincolo dell’impianto continuo In siderurgia, gli altiforni, i forni elettrici e i laminatoi non si spengono tra un turno e l’altro. Il concetto di “ciclo continuo H24” — con turni a rotazione su 4 squadre e 3 cicli da 8 ore — è strutturalmente diverso da qualsiasi altro contesto lavorativo. Ogni vuoto nella pianificazione si traduce direttamente in un rischio per la sicurezza e in un costo operativo misurabile in migliaia di euro per ora di fermo non pianificato.
Le Sfide della Gestione Turni per Settore: Siderurgia, Porti e Logistica
Gestione Turni in Siderurgia: La Pianificazione ai Limiti della Complessità
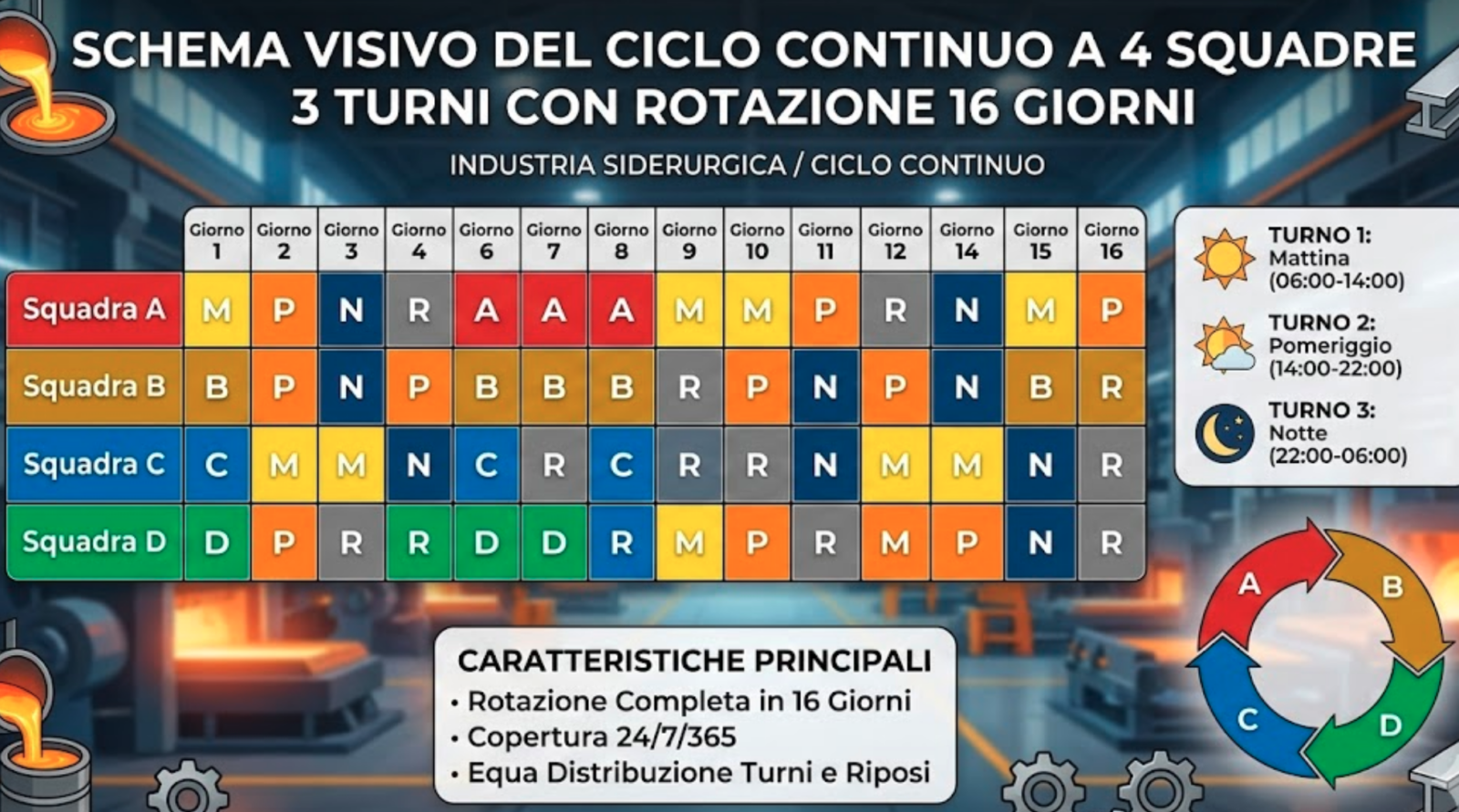
La gestione turni in siderurgia presenta vincoli che nessun altro settore combina insieme. Le acciaierie italiane — da Taranto a Brescia, da Genova a Piombino — operano in ciclo continuo su tre turni: mattina (6:00–14:00), pomeriggio (14:00–22:00), notte (22:00–06:00). Quattro squadre (A, B, C, D) si alternano su questo schema in un ciclo di 16 giorni che garantisce, per legge, le 11 ore di riposo minimo tra turni consecutivi e i riposi settimanali previsti dal CCNL Metalmeccanici.
Le principali difficoltà operative che incontrano le aziende siderurgiche nella pianificazione includono:
- Sovrapposizione di vincoli multipli: CCNL Metalmeccanici (turni notte, maggiorazioni, riposi), normativa D.Lgs. 66/2003 (orario di lavoro), D.Lgs. 81/2008 (idoneità), accordi di secondo livello aziendali.
- Rotazione delle mansioni per ergonomia: In molti impianti siderurgici, la rotazione è obbligatoria per ridurre i rischi ergonomici (esposizione al calore, vibrazioni, posture). Questo moltiplica le combinazioni di assegnazione possibili.
- Formazione continua in produzione: L’affiancamento dei nuovi operatori avviene in linea, il che significa che ogni turno deve prevedere la presenza di almeno un senior certificato per ogni postazione critica.
- Gestione degli straordinari obbligatori: Nei periodi di alta produzione o di assenza improvvisa, la chiamata in straordinario segue regole contrattuali precise (volontarietà, preavviso, tetto massimo annuale) che un sistema manuale non riesce a rispettare sistematicamente.
Mini case study — Acciaieria con 400 operatori: Un’azienda siderurgica del Nord Italia con circa 400 operatori su ciclo continuo gestiva la pianificazione con fogli Excel condivisi. Il tempo dedicato ogni settimana dal responsabile della pianificazione superava le 12 ore. Il tasso di errori — turni assegnati a operatori con idoneità scaduta o competenze non certificate per la postazione — era dell’8,3%. Dopo l’implementazione di un sistema di workforce management integrato con la matrice delle competenze e il registro delle idoneità mediche, il tempo di pianificazione è sceso a meno di 2 ore settimanali e gli errori di assegnazione si sono azzerati nel giro di tre mesi.
Pianificazione Turni nei Porti: L’Ecosistema più Complesso d’Italia

Nei porti, la pianificazione turni raggiunge livelli di complessità ulteriori. I terminal portuali italiani — Genova, La Spezia, Gioia Tauro, Trieste, Civitavecchia — sono tra i contesti di pianificazione più complessi in assoluto. La ragione è strutturale: in un porto coesistono professionalità radicalmente diverse, ognuna con il proprio sistema di abilitazioni e certificazioni.
Un pianificatore portuale deve incrociare:
- Abilitazioni specifiche: patentino per la guida di gru portuale, reach stacker, straddle carrier, trattori portuali, carrelli elevatori di portata superiore a 5 tonnellate.
- Certificazioni di sicurezza: ISPS (International Ship and Port Facility Security), formazione antincendio portuale, corso per lavori in quota, patentino per carroponte.
- Idoneità mediche per mansione: diversa tra operatore di banchina, addetto alle operazioni in stiva, gruista, personale amministrativo portuale.
- Variabilità della domanda in tempo reale: le navi arrivano con ritardi, i turni delle banchine cambiano, le operazioni di carico/scarico si accorciano o si allungano. La pianificazione portuale deve essere dinamica per definizione.
- Vincoli CCNL Porti: uno dei contratti collettivi più articolati del panorama italiano, con regole specifiche su turni, riposi, disponibilità e chiamate in reperibilità.
La complessità si amplifica nelle realtà multi-terminal, dove gli operatori possono essere spostati tra banchine diverse a seconda delle necessità operative — ma solo se l’abilitazione per il mezzo o la postazione specifica è valida.
Dati di settore: Secondo le stime dell’Autorità di Sistema Portuale del Mar Tirreno Settentrionale, le inefficienze nella pianificazione del personale nei terminal container possono generare costi aggiuntivi di manodopera tra il 12% e il 18% rispetto al teorico ottimale, principalmente per straordinari non programmati e per chiamate in reperibilità che si potrebbero evitare con una pianificazione più precisa.
Gestione Turni nella Logistica Industriale Pesante
I grandi hub logistici industriali — in particolare quelli legati alla supply chain manifatturiera e alla gestione di materiali pericolosi — condividono molte delle criticità dei porti, con l’aggiunta della dimensione multi-cliente.
Le sfide specifiche includono:
- Certificazioni ADR: gli operatori che movimentano merci pericolose devono avere la certificazione ADR aggiornata. In un hub con decine di categorie di merci e centinaia di operatori, questo è un dato che cambia continuamente.
- Gestione di personale diretto e in somministrazione: nei picchi di attività (campagne stagionali, picchi e-commerce industriali), la forza lavoro comprende dipendenti diretti, lavoratori in somministrazione con contratti a termine e personale di agenzie diverse. Ogni categoria ha regole diverse.
- Turnistica su più turni in contesti non H24: molti hub logistici operano su 2 turni ma con flessibilità sulla terza fascia. La gestione dei “turni spezzati” e della flessibilità oraria richiede un sistema capace di calcolare automaticamente la conformità contrattuale.
- Multi-sede con bacini di personale separati: un operatore abilitato per il magazzino di Torino non è necessariamente disponibile per il sito di Milano. La pianificazione multi-sede richiede visibilità centralizzata e regole di mobilità definite.
Idoneità, Disponibilità e Matrice di Competenza — Il Triangolo della Pianificazione Avanzata

Nei settori industriali pesanti, la pianificazione efficace si basa sull’intersezione precisa di tre insiemi di dati. Ognuno, da solo, è necessario ma non sufficiente. L’algoritmo deve operarli simultaneamente.
1. L’Idoneità Medica come Dato Operativo
L’idoneità alla mansione, definita dal medico competente ai sensi del D.Lgs. 81/2008, deve essere trattata dal sistema di pianificazione come una variabile operativa a tutti gli effetti — non come un’informazione amministrativa separata.
Un sistema di workforce management avanzato deve essere in grado di:
- Registrare per ogni lavoratore l’idoneità specifica per mansione (non generica)
- Gestire le scadenze con alert automatici preventivi (30, 60, 90 giorni)
- Bloccare automaticamente l’assegnazione a mansioni per le quali l’idoneità è scaduta o limitata
- Gestire i casi di idoneità con prescrizioni (es. “idoneo alla mansione di operatore di forno, con limitazione a massimo 4 ore consecutive di esposizione al calore”)
- Generare report di compliance per audit interni e verifiche ispettive
In assenza di questa integrazione, il pianificatore è costretto a incrociare manualmente il piano turni con il registro del medico competente — un’operazione che richiede ore e che introduce un margine di errore sistematico.
2. La Disponibilità Dinamica
In un impianto a ciclo continuo, la disponibilità non è un dato binario (disponibile/non disponibile). Include:
- Ferie programmate e ferie residue da piano
- Permessi ROL e banca ore
- Assenze per malattia (prevedibili per patologie croniche, imprevedibili per quelle acute)
- Reperibilità contrattuale
- Disponibilità volontaria agli straordinari (con tetto individuale e collettivo)
- Limitazioni di turno (es. esonero dal turno notturno per lavoratori con situazioni personali certificabili)
Un lavoratore che risulta “disponibile” secondo il contratto potrebbe non essere effettivamente assegnabile se ha già esaurito il suo tetto di straordinari, se la sua banca ore è in negativo o se ha dichiarato indisponibilità per un periodo specifico. La pianificazione manuale non riesce a tenere traccia di tutte queste variabili simultaneamente.
3. La Matrice delle Competenze come Mappa di Assegnazione
La matrice delle competenze — o skill matrix — è lo strumento che permette di mappare le abilità di ogni operatore rispetto alle postazioni o alle mansioni disponibili nel piano turni.
In un contesto siderurgico o portuale, questa matrice non è un semplice elenco di qualifiche: è una struttura tridimensionale che incrocia:
- Operatore (chi)
- Mansione/postazione (cosa)
- Livello di competenza (quanto bene, con la distinzione tra operativo autonomo, operativo con supervisione, in formazione)
Per essere operativa nella pianificazione, la matrice deve essere dinamica: si aggiorna automaticamente al completamento di percorsi formativi, alla scadenza di certificazioni, all’avanzamento del lavoratore a un livello superiore (validato dal responsabile). Solo in questo modo il sistema di pianificazione può garantire che ogni postazione sia sempre coperta da una persona con le competenze reali — non solo sulla carta.
In qb-smart, la matrice delle competenze è integrata direttamente nel motore di pianificazione: quando il sistema genera o propone un turno, verifica in tempo reale che ogni operatore assegnato abbia competenza attiva e idoneità valida per quella specifica postazione. Non è un controllo a posteriori: è una precondizione dell’assegnazione stessa.
Il Ciclo Continuo H24 — Struttura, Normativa e Gestione Pratica
Il lavoro a ciclo continuo è la modalità organizzativa che caratterizza la siderurgia e i terminal portuali H24. Comprenderne la struttura è fondamentale per capire perché la pianificazione automatica sia non solo utile, ma necessaria.
La Struttura del Ciclo 4 Squadre / 3 Turni da 8 Ore
Lo schema classico prevede quattro squadre (A, B, C, D) che si alternano su tre turni giornalieri (mattina, pomeriggio, notte) in un ciclo di 16 giorni. In ogni momento:
- 3 squadre sono operative (una per turno)
- 1 squadra è a riposo
Il ciclo garantisce la copertura H24 per 365 giorni l’anno, inclusi festivi e ferragosto. Il monte ore teorico è di circa 42 ore settimanali medie, superiore al limite di 40 ore previsto da molti CCNL. La gestione delle ore eccedenti avviene tramite:
- Riposi compensativi aggiuntivi (ROL)
- Ferie programmate integrate nel ciclo
- Pagamento delle ore eccedenti come straordinario forfettizzato (secondo accordo di secondo livello)
I Vincoli Normativi che la Pianificazione Deve Rispettare Automaticamente
Ai sensi del D.Lgs. 66/2003 (e successive modifiche), la pianificazione dei turni in ciclo continuo deve rispettare:
- 11 ore di riposo minimo tra la fine di un turno e l’inizio del successivo
- 48 ore settimanali medie su base di riferimento quadrimestrale
- Riposo settimanale di almeno 24 ore consecutive ogni 7 giorni
- Tutele specifiche per il lavoro notturno (limite di 8 ore in media ogni 24 ore nel periodo notturno, sorveglianza sanitaria obbligatoria)
In aggiunta, il CCNL Metalmeccanici e il CCNL Porti aggiungono ulteriori vincoli specifici: maggiorazioni per turni notturni e festivi, preavvisi minimi per modifiche al piano, limiti alla chiamata in reperibilità. Un sistema di pianificazione avanzato deve conoscere e applicare automaticamente tutte queste regole, senza che il pianificatore debba verificarle manualmente ogni volta.
Software di Pianificazione per Industria Pesante — Cosa Cercano le Aziende e Cosa Trovano (Gap Analysis)
Il mercato dei software di workforce management offre soluzioni per molti contesti. Ma quando un HR Manager di un’acciaieria o di un terminal portuale valuta le opzioni disponibili, si trova di fronte a un panorama che non risponde pienamente alle sue esigenze specifiche.
Cosa Offrono i Principali Competitor (e Cosa Manca)
Zucchetti HR / AWM Suite è probabilmente la soluzione più diffusa nelle aziende manifatturiere italiane di grandi dimensioni. Offre una matrice delle competenze integrata e gestisce i vincoli del CCNL Metalmeccanici. Tuttavia, la personalizzazione profonda richiesta dai contesti portuali (gestione multi-abilitazione per mezzo, integrazione con il registro del medico competente per mansione specifica) richiede implementazioni customizzate che allungano i tempi e i costi.
Shiftboard (USA) gestisce bene la complessità turnistica e le forze lavoro numerose, ma non è progettato per la normativa italiana e richiede integrazioni onerose con i sistemi di gestione del medico competente.
Factorial e Deputy sono ottimi strumenti per la pianificazione in contesti mid-market, ma non sono costruiti per gestire la tridimensionalità idoneità + disponibilità + matrice competenze che i settori industriali pesanti richiedono.
AzzurroDigitale (AWMS) ha fatto un lavoro interessante sul posizionamento manifatturiero, con una skill matrix integrata. Ma il focus è sulla manifattura leggera e sui centri logistici standard, non sugli impianti di processo continuo o sui terminal portuali.
Il gap di mercato è chiaro: nessun software si posiziona esplicitamente come soluzione per la pianificazione turnistica in siderurgia, porti e logistica industriale pesante, con integrazione nativa di idoneità medica per mansione, matrice di competenza tridimensionale e conformità automatica al CCNL di settore.
È esattamente qui che qb-smart interviene — leggi anche il nostro articolo su come ottimizzare la gestione dei turni aziendali e il nostro approfondimento sulla pianificazione intelligente dei turni con AI.
Come qb-smart Risolve la Gestione Turni in Siderurgia, Porti e Logistica

qb-smart nasce per risolvere esattamente questi problemi di gestione turni in siderurgia, porti e logistic. qb-smart è progettato per affrontare la pianificazione della forza lavoro nei contesti in cui la complessità non è l’eccezione ma la regola. L’approccio su cui si basa la piattaforma è quello che i nostri clienti nei settori industriali pesanti ci hanno insegnato nel tempo: la pianificazione deve lavorare nell’intersezione — non in parallelo — tra disponibilità, idoneità e competenze.
Il Motore di Assegnazione Basato su Tre Assi
Il cuore di qb-smart per i contesti industrial-heavy è un motore di assegnazione che opera simultaneamente su:
- Asse Disponibilità: calcolo in tempo reale dello stato di ogni operatore (ferie, ROL, malattia, straordinari già effettuati, tetti contrattuali residui).
- Asse Idoneità: verifica automatica dell’idoneità medica per mansione specifica, con alert preventivi sulle scadenze e blocco automatico delle assegnazioni non conformi.
- Asse Competenza: consultazione in tempo reale della matrice delle competenze, con verifica del livello (autonomo / supervisione / in formazione) e della validità delle certificazioni abilitative.
Il risultato è un sistema che non propone semplicemente “chi è disponibile” ma “chi è disponibile, idoneo e certificato per questa specifica postazione in questo specifico turno”.
Gestione Automatica della Conformità Normativa
qb-smart incorpora le regole del CCNL applicabile e della normativa sull’orario di lavoro direttamente nel motore di pianificazione. Questo significa che:
- Non è possibile generare un piano turni che violi il riposo minimo di 11 ore
- Il sistema avvisa in tempo reale se un’assegnazione supera il tetto delle 48 ore medie settimanali
- Gli straordinari vengono proposti in ordine di disponibilità volontaria, rispettando i tetti individuali
- Le rotazioni obbligatorie previste per mansioni ergonomicamente critiche vengono rispettate automaticamente
Alert Proattivi e Gestione delle Eccezioni
In un contesto di ciclo continuo, le eccezioni non sono eccezionali: sono quotidiane. Un operatore che si ammala alle 5:30 di mattina, prima del turno delle 6:00, deve essere sostituito in pochi minuti. qb-smart gestisce questi scenari con:
- Alert immediati al responsabile di turno (app mobile)
- Lista automatica di sostituti ordinati per idoneità + competenza + disponibilità
- Verifica automatica che il sostituto non abbia già lavorato il turno precedente (rispetto del riposo minimo)
- Tracciamento in tempo reale dello stato della copertura turno per postazione
Per approfondire come qb-smart gestisce la pianificazione turni con AI, leggi il nostro articolo dedicato: Pianificazione turni intelligente con l’intelligenza artificiale
Implementare la Gestione Turni in Siderurgia e Logistica: Guida Operativa
Step 1 — Mappatura della Complessità Esistente
Prima di scegliere uno strumento, è necessario fotografare la situazione attuale con precisione. Le domande da rispondere:
- Quante postazioni/mansioni distinte esistono nell’impianto?
- Quante certificazioni/abilitazioni diverse sono richieste (per quante persone)?
- Qual è la frequenza media di scadenza delle idoneità mediche nel pool?
- Qual è il tasso attuale di errori di assegnazione (idoneità scaduta, competenza non posseduta)?
- Quante ore settimanali vengono dedicate alla pianificazione manuale?
- Qual è il costo mensile degli straordinari non programmati?
Questo esercizio, che richiede 2–3 giorni di lavoro con i responsabili di reparto e l’HR, produce un “profilo di complessità” che guida la scelta e la configurazione del sistema.
Step 2 — Digitalizzazione della Matrice delle Competenze
La matrice delle competenze deve essere costruita prima di attivare qualsiasi sistema di pianificazione automatica. Questo significa:
- Identificare tutte le mansioni/postazioni (incluse quelle temporanee o di emergenza)
- Definire per ogni mansione le competenze richieste e il livello minimo accettabile
- Mappare le competenze effettive di ogni operatore (con validazione del responsabile di linea)
- Integrare il dato sulle certificazioni in scadenza
Questa fase richiede tipicamente 3–6 settimane nelle realtà industriali di media complessità, e fino a 3–4 mesi nelle realtà più grandi (500+ operatori, 50+ mansioni distinte).
Step 3 — Integrazione con il Registro del Medico Competente
L’integrazione tra il sistema di pianificazione e i dati del medico competente è il passaggio più critico e spesso più sottovalutato. Le opzioni disponibili:
- Integrazione diretta con i software gestionali del medico competente (es. MBOSS, MedGest)
- Importazione periodica (mensile o quindicinale) di un file strutturato con le idoneità aggiornate
- Inserimento manuale da parte dell’ufficio medico o dell’HR, con workflow di approvazione
La terza opzione è la meno efficiente ma spesso la più praticabile nella fase iniziale. L’importante è che il dato di idoneità sia presente nel sistema prima dell’attivazione della pianificazione automatica.
Step 4 — Formazione e Change Management
L’implementazione tecnica è la parte più semplice. La parte più complessa è il cambio culturale: i pianificatori abituati al foglio Excel resistono ai sistemi automatici non perché non capiscano il vantaggio, ma perché percepiscono la perdita di controllo. La formazione deve essere orientata a mostrare che il sistema non toglie il controllo — lo amplifica, eliminando le attività a basso valore (verifica manuale di idoneità, calcolo delle ore residue) e liberando tempo per le decisioni strategiche.
I KPI della Pianificazione Efficace nei Settori Industriali Pesanti
Misurare l’efficacia della gestione turni in siderurgia e logistica richiede KPI specifici. Per misurare il ritorno dell’investimento in un sistema di workforce management avanzato, le aziende industriali devono monitorare:
- Tasso di errori di assegnazione (target: <0,5% — livello sicurezza critico)
- Ore dedicate alla pianificazione settimanale (benchmark: riduzione del 60–75%)
- Costo degli straordinari non programmati (benchmark: riduzione del 25–40%)
- Tasso di copertura turni (target: 100% delle postazioni coperte a inizio turno)
- Scadenze idoneità gestite in anticipo (target: 0 idoneità scadute in piano attivo)
- Conformità normativa (target: 0 violazioni D.Lgs. 66/2003 e CCNL rilevate)
Questi non sono KPI teorici: sono gli indicatori che i nostri clienti nei settori industriali misurano ogni mese e che, nel giro di 6–12 mesi dall’implementazione di qb-smart, mostrano miglioramenti sistematici e quantificabili.
Leggi anche: Come ottimizzare la gestione dei turni aziendali con la tecnologia — il nostro approfondimento sulle best practice operative.
Tendenze e Futuro della Gestione Turni nell’Industria Pesante

Il settore è in evoluzione rapida su tre fronti principali.
Intelligenza Artificiale per la Pianificazione Predittiva
I sistemi di workforce management di nuova generazione non si limitano a rispettare vincoli: prevedono i problemi prima che si manifestino. L’AI analizza pattern storici di assenza, picchi produttivi, stagionalità della manodopera e propone piani turni ottimizzati settimane in anticipo, identificando in anticipo i rischi di sotto-copertura.
In siderurgia, questo si traduce nella capacità di anticipare i periodi di picco manutenzione (durante i fermi programmati degli impianti), di ottimizzare la rotazione delle mansioni ergonomicamente critiche e di distribuire equamente la turnistica notturna nel rispetto delle tutele contrattuali.
Mobile-First e Self-Service per gli Operatori
Le nuove generazioni di lavoratori industriali si aspettano di poter consultare il proprio piano turni, richiedere ferie e comunicare la propria disponibilità direttamente dallo smartphone. Le piattaforme di workforce management stanno evolvendo verso modelli self-service che riducono il carico sull’ufficio HR e aumentano la soddisfazione del personale.
Integrazione con MES, ERP e Sistemi di Manutenzione
Il prossimo passo nell’evoluzione della pianificazione turni industriale è l’integrazione profonda con i sistemi di gestione della produzione (MES) e di pianificazione delle risorse (ERP). In un’acciaieria, il piano turni non dovrebbe essere indipendente dal piano di produzione: la domanda di operatori qualificati dovrebbe derivare direttamente dal programma dell’altoforno o del laminatoio.
Conclusione Strategica — La Pianificazione Non È un Problema HR: È un Problema di Business
La gestione turni in siderurgia, porti e logistica non è un problema HR. È una questione di competitività operativa, sicurezza normativa e sostenibilità economica.
Ogni ora persa in pianificazione manuale, ogni errore di assegnazione che espone l’azienda a rischi legali, ogni straordinario non programmato che gonfia il costo del lavoro — sono problemi che hanno una causa tecnica e una soluzione tecnica. La differenza tra un’azienda che pianifica con Excel e una che pianifica con un sistema integrato non si misura in funzionalità: si misura in ore di fermo impianto evitate, in infortuni non accaduti, in costi di straordinario risparmiati.
qb-smart è stato progettato con questo obiettivo: dare ai responsabili della pianificazione nei settori più complessi uno strumento che lavori per loro, non contro di loro. Un sistema che conosce le regole, rispetta i vincoli, propone le soluzioni e lascia all’uomo le decisioni che solo l’uomo può prendere.
🎯 Pianifica una Demo
Sei responsabile della gestione turni in siderurgia, in un porto o nella logistica industriale?
Scopri come qb-smart può ridurre del 70% il tempo di pianificazione e azzerare gli errori di assegnazione nella tua azienda. Prenota una demo gratuita e mostraci la tua complessità: è quella che sappiamo gestire meglio.
→ Prenota la tua Demo Gratuita
❓ FAQ — Domande Frequenti sulla Gestione Turni nell’Industria Pesante
Come si gestisce la pianificazione dei turni in un’acciaieria con ciclo continuo? La pianificazione in siderurgia richiede un sistema capace di gestire simultaneamente il ciclo a 4 squadre su 3 turni, i vincoli del CCNL Metalmeccanici, le idoneità mediche per mansione e la matrice delle competenze per postazione. Un sistema manuale o un foglio Excel non è in grado di garantire la conformità normativa e l’ottimizzazione contemporaneamente. Un software di workforce management avanzato, come qb-smart, automatizza queste verifiche e propone piani turni conformi in pochi minuti.
Cosa si intende per idoneità medica nella pianificazione dei turni? Ai sensi del D.Lgs. 81/2008, il medico competente aziendale deve certificare l’idoneità di ogni lavoratore alla specifica mansione svolta. Questa idoneità può essere totale, con prescrizioni o limitazioni, o negativa. In sede di pianificazione, il sistema deve verificare che ogni lavoratore assegnato a una postazione sia idoneo a quella specifica mansione — non all’attività lavorativa in generale. Le scadenze delle idoneità devono essere monitorate proattivamente per evitare assegnazioni non conformi.
Qual è la differenza tra disponibilità e idoneità nella pianificazione dei turni? La disponibilità riguarda la presenza del lavoratore (non è in ferie, non è malato, non ha esaurito il tetto degli straordinari). L’idoneità riguarda la capacità medico-legale di svolgere una specifica mansione. Un lavoratore può essere disponibile ma non idoneo (idoneità scaduta o con limitazioni) oppure idoneo ma non disponibile (in ferie). Entrambe le variabili devono essere verificate prima di ogni assegnazione.
Come funziona la matrice delle competenze per la pianificazione portuale? In un terminal portuale, la matrice delle competenze mappa le abilitazioni di ogni operatore (gru portuale, reach stacker, straddle carrier, lavori in quota, formazione antincendio, ecc.) e il loro stato di validità. Durante la pianificazione, il sistema verifica automaticamente che l’operatore assegnato a una specifica attività possegga l’abilitazione richiesta e che questa sia ancora valida. Le scadenze delle abilitazioni vengono gestite con alert preventivi per evitare che operatori con certificazioni scadute finiscano in piano.
qb-smart si integra con i sistemi ERP già esistenti in azienda? Sì. qb-smart è progettato per integrarsi con i principali sistemi ERP (SAP, Oracle, Microsoft Dynamics) e con i software di gestione delle presenze già in uso. L’integrazione garantisce che i dati di pianificazione siano coerenti con quelli amministrativi (paghe, presenze, ferie) senza duplicazione manuale delle informazioni.
Quanto tempo serve per implementare qb-smart in un’azienda siderurgica o portuale? I tempi variano in base alla complessità. Per aziende con 100–300 operatori e una configurazione turnistica standard, la messa in produzione avviene tipicamente in 4–8 settimane. Per realtà più grandi (500+ operatori, configurazioni multi-sito, integrazione con sistemi legacy), il progetto richiede 3–6 mesi. In entrambi i casi, la fase critica è la digitalizzazione della matrice delle competenze e l’integrazione con i dati del medico competente.
